
Avoiding the Hidden Costs of Isolation Design. How to Manage Project Risk with Next-Generation Solutions
September 12, 2018
Story

Providing the required next-generation isolation solutions adds a new set of challenges. These systems, especially with respect to isolation, involve complex architectures and processes.
There’s an undeniable trend toward smaller and lighter electrical systems, with automotive electrification as a prime example. Professional services firm PwC estimates that hybrid and full-electric vehicles will comprise 40 percent of global sales by 2024. With this increase in vehicle electrification comes the growing need for isolation among the growing number of electrical components and systems. For example, electric vehicles with 400-V dc battery stacks are becoming more common, with obvious safety implications.
Providing the required next-generation isolation solutions adds a new set of challenges. These systems, especially with respect to isolation, involve complex architectures and processes that limit agility and flexibility, while creating barriers to change. The accelerated pace of competition and globalization has forced vendors to focus on time to market (TTM) and return on investment (ROI). This means that development teams have to execute flawlessly to a compressed schedule.
With design and development resourcing increasingly scrutinized and stretched, there’s not a deep bench of experience in all critical disciplines. Iterations need to be kept to a minimum to hit the target ROI, but at the same time, pressure from competitors can quickly and relentlessly push performance targets to further differentiate products. There are also new regulatory bodies and stricter regulations that add a layer of application testing and certification. The demands are steep and the risks are high.
Understanding Isolation Design
While isolation is an essential part of the isolation design, it’s far from simple. From determining the required isolation level, to providing isolated power to complement the isolated data path, to making the solution fit the available space—many design trade-offs must be evaluated. Yet, each new project comes with its own unique design goals and requirements.
Multiple factors, including technical difficulty, similarity to previous designs, scheduling, and resourcing combine to dictate how much reuse can be employed vs. Greenfield design options. Reusing previous designs or architectural approaches with minimal changes will typically result in lower risk and faster execution. However, new features or increased performance levels often dictate the investigation of new approaches. It can also be a matter of spending scarce development resources to evaluate new and improved technologies to provide value-added portions of the design.
The Limitations of Conventional Approaches
The advent of integrated isolated dc-to-dc converters made many of these considerations more easily solvable by providing a compact, easy to use solution with documented safety certifications. Consider the scenario of a new project being approved, in which a previous design will be upgraded to higher performance metrics with additional features. The team members are immediately energized and are ready to dive into the work. But the technical project leader has to worry about things that might go wrong and manage the increasing complexity under tighter budgetary and schedule constraints.
Among those project management challenges is meeting increasingly demanding electromagnetic-compatibility (EMC) requirements. More emerging applications and markets require compliance with numerous EMC specs, and the bar continues to rise with more strenuous performance limits.
Existing discrete solutions, such as isolated flyback converters, have some benefits, including a low bill of material (BOM) cost, but there are drawbacks. A typical flyback design (as seen in Fig. 1) contains a controller driving an isolation transformer, with rectification and filtering on the secondary, and an optically isolated feedback network. The error amplifier requires engineering effort to develop a compensation network to stabilize the voltage loop, and depends on optocoupler performance variability.
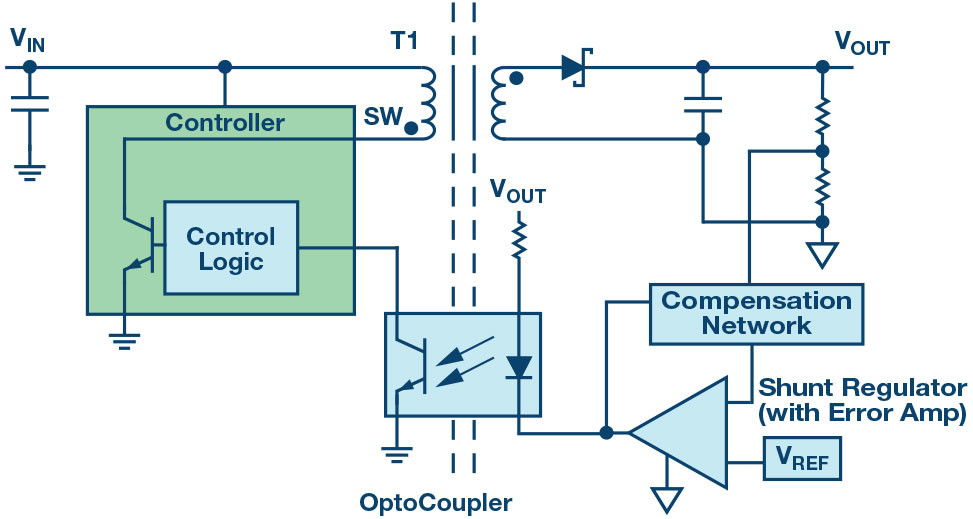
Often seen as an inexpensive isolator for use in a power supply, an optocoupler has a variation in current transfer ratio (CTR) that will limit the voltage feedback performance and the effective operating temperature range. The CTR parameter is defined as the ratio of output transistor current to input LED current and is nonlinear, with substantial unit-to-unit variability. Optocouplers typically have a 2:1 uncertainty in initial CTR, which can degrade up to 50 percent after years of use in high temperature environments, such as those found in high-power and -density power supplies. For a project manager, the discrete flyback approach seems better from a cost point of view, but there’s a trade-off in engineering effort and technical risk.
Another concern with the discrete approach lies with meeting safety standards. Safety agencies scrutinize discrete designs more closely, so achieving the necessary certifications for a discrete system design can often lead to multiple design iterations.
Isolation in the system also adds complexity. A typical nonisolated design has the usual constraints, such as input and output voltage ranges, maximum load current, noise and ripple, transient performance, start-up characteristics, etc. By its very nature, the isolation barrier removes the ability to easily monitor input and output conditions simultaneously, making it more difficult to achieve the performance metrics. The separate ground domains also form a dipole antenna, and any common-mode current that traverses the barrier will excite the dipole and lead to unwanted radiated energy.
Passing the Tests
Getting a discrete power design to pass EMC certification can take a few iterations. EMC tests are lengthy and expensive, requiring teams to spend many hours preparing and monitoring the tests at an external EMC compliance facility. When problems occur, it’s back to the lab to troubleshoot and make changes. Then the design must be completely recharacterized to ensure that the standard performance metrics weren’t compromised by the modifications. Then it’s back to the EMC facility for retesting.
The final stage is getting the necessary safety certifications. This is another lengthy and expensive process, carried out by an external safety agency. Lots of documentation must be prepared by the design team and is carefully examined by the agency. Anything new is given extra scrutiny, making reuse of previously certified circuits desirable. A discrete isolated power design might need to be changed if the agency decides that it won’t meet the safety requirements. Once modified, the design would again need to be recharacterized and put through EMC testing.
A Better Solution
The answer to these problems is a fully integrated and safety-certified component with documented EMC performance. An example would be the ADuM5020/ADuM5028 low-emission isolated dc-to-dc converters, that utilize isoPower technology. They provide up to 0.5 W of isolated power from a 5-V dc supply and operate from –40°C to 125°C. The products have been certified to multiple systems and component safety specifications by UL, CSA, and VDE. And they meet CISPR 22/EN 55022 Class-B radiated emissions requirements under full-load conditions on a simple two-layer printed circuit board (Figure 2).
The small packaging consumes little PCB area, and no safety capacitance is required to meet the emissions targets. This makes the isolated power circuit smaller and less expensive than a discrete approach, such as an embedded stitching capacitor that requires four or more layers with customized spacing to produce the correct capacitance.
David Carr is the applications engineering manager in the Interface and Isolation Group at Analog Devices. He has spent much of his career involved in the definition, development, marketing, and applications support of high-speed analog and mixed-signal products. He received the BSEE and MSEE degrees from Binghamton University.



