Why is Long-Term Availability Important?
September 19, 2019
Blog

The demand from customers for long-term availability remains unchanged. This is especially problematic for the military, medical and industrial sectors.
Megatrends such as the Internet of Things, robotics, and the latest industrial innovations are escalating demand for electronic components. Inadequate raw materials and manufacturer capacity are also adding to the shortfall. As a result, OEMs are looking for ways to extend the life of their existing products by either performing workarounds or making bigger purchases of necessary components.
This phenomenon makes long-term availability a tougher task for those OEMs. However, the demand from customers for long-term availability remains unchanged. This is especially problematic for the military, medical and industrial sectors, where a product life of seven to 10 years is the standard.
We know that product design, development, and testing for industrial-grade products can be time-consuming and expensive. Following the design phase, the products must be certified to meet the requirements of the specific application. Due to this potentially arduous process, these products are expected to be in operation for longer than conventional commercial products.
Dealing with accelerated product obsolescence will likely be costly for the industrial equipment manufacturer. They could hunt for alternative parts vendors, but the process will be costly and lead to further delays.
Plan B would be to incorporate available parts into the new design. However, the re-designed product needs to undergo the certification process again before deployment. Some industrial applications put strict standards on emissions and ruggedness; the testing process could delay product introduction for months or more. And at any point in the testing process, failures could lead to more costly re-design, re-testing and delays.
One way to overcome the problem of long-term product availability is by working with a vendor whose single-board computers have a history of long product life cycles. Consistent and robust product support from the vendor is also a must. In addition, the vendor should practice flexible design-based manufacturing, which will enable technology upgrades and product improvements with minimal impact on form, fit, function and redesign costs.
WINSYSTEMS Solution
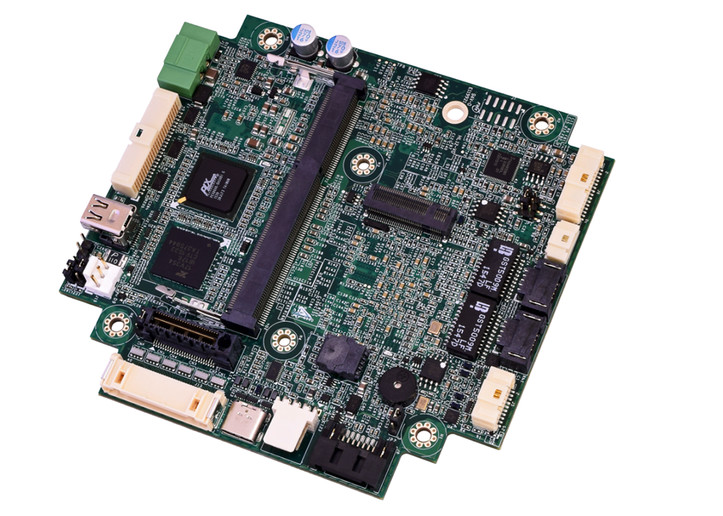
One product that satisfies long-term availability expectations is WINSYSTEMS’ PX1-C415 SBC. It features dual- or quad-core Intel Atom E3900 processors (formerly known as Apollo Lake-I). Intel Atom processors are known for delivering more computing performance, faster I/O, and higher-resolution graphics than previous industrial CPUs. As microprocessors boast an availability of 15 years, the PXI-C415 SBC can offer that same life span.
Due to its vast feature set, including compatibility with the most popular operating systems, the PX1-C415 provides a well-supported platform for a broad spectrum of embedded industrial IoT applications. Its rugged design and extended functionality in extreme temperatures (-40°C to +85°C) further enhance its functionality.
The inclusion of a PCIe/104 OneBank, which is an interface that enables I/O expansion, yields much flexibility in the PX1-C415 design. Lastly, the PX1-C415 has customizable security features providing a sophisticated cryptographic and security capability.