The Proof is in the Pudding: Sometimes Custom Just Works
March 22, 2019
Blog

While COTS hardware offerings provide significant cost and time-to-market advantages, many industrial systems demand customized hardware for reasons as basic as specialized packaging requirements.
In Part 1 of this two-part blog, COTS, Custom, or Something In-Between: Balancing Cost, Time to Market, and Value Add, we looked at the differences between commercial off-the-shelf (COTS), custom, and semi-custom designs. In other words, do I buy existing hardware, have the vendor design something that’s specific to my needs, or is there something in between?
Here in Part 2, we reason that, while COTS hardware offerings provide significant cost and time-to-market advantages, many industrial systems demand customized hardware for reasons as basic as specialized packaging requirements. Embedded design experts—in many cases, those same COTS vendors—can help combine the benefits of COTS and custom designs in solutions that incorporate lower cost, fast time to market, and unique differentiation.
Let’s take a very likely (and often real) example. Customer X is in the market for an industrial computer, and is leaning toward one that’s built around the WINSYSTEMS’ PX1-C415 single board computer (SBC) thanks to the performance per watt and I/O advantages provided by the board’s Atom E3900 series processor, dual Ethernet, and OneBank connector.
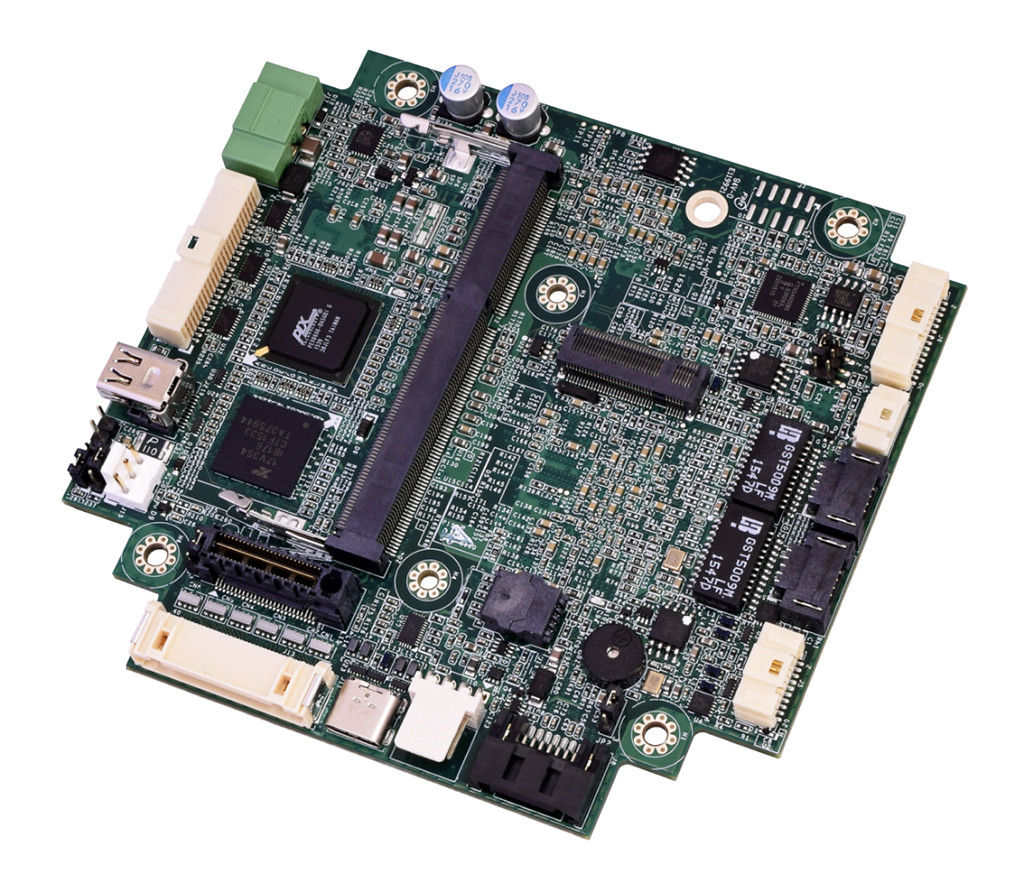
Other features that suit the PX1-C415 for this application include a PC/104 form factor, up to 8 Gbytes of DDR3-LV RAM, an operating temperature range of -40°C to +85°C, support for multiple displays, and ample I/O, including USB Type C 3.0 and 8x USB 2.0 ports, 24 GPIO ports with event sense, and four serial ports.
Unfortunately, the PX1-415 never made it past the prototype stage when the customer’s use case and packaging requirements became clear—the system was to be deployed in a vehicular environment, and needed to minimize the amount of connectors and cabling that would be required to interface between the PX1-415 baseboard, an additional custom I/O card, and other systems within the vehicle beyond the compact container that would house the boards.
This is yet another reason why an OEM should be more up-front with his board supplier about requirements. A partnership relationship almost always results in a win-win outcome. In this case, it would have likely resulted in a faster time to market (and fewer headaches).
Because of the requirement to update the enclosure scheme, the OEM customer ideally needed a custom board that removed many of the additional points of failure mentioned above. WINSYSTEMS came to the OEM’s rescue by designing a custom system based on compute and I/O boards that leveraged the existing PX1-C415 design with OneBank connector, replacing peripheral connectors with a PCB to PCB interface connection through a specialized termination module designed to fit within the enclosure requirements.
Note that The PCIe/104 OneBank takes advantage of a smaller, lower-cost bus connector, which is compatible with the popular full-size PCIe/104 connector. It lets designers stack boards using a complimentary format that frees up PCB real estate for additional components.
In the end, Client X was able to achieve the reliability and serviceability requirements that the application demanded, while simultaneously removing some additional components from the design. While taking slightly longer than if a complete COTS design was chosen, the end result reduced the overall cost and maintenance, simplified procurement, and minimized the lifecycle management headaches.
One other piece that should be mentioned here: WINSYSTEMS was able to modify the BIOS and firmware of the design, again resulting in lower costs for client X. This is an expertise that wasn’t readily available within the customer. Hence, the custom design was an exact match for the application, and the customer didn’t have to settle for a subpar COTS deployment that could have had far-reaching implications on the entire system.
George Thomas “G.T.” Hilliard joined WINSYSTEMS in 1994 and has over 25 years of professional experience assisting clients in solving technical challenges. George has a BS in Electronic Engineering Technology and previously worked at a Fortune 500 company where he provided technical support for industrial control and sortation systems. Starting as an Application Engineer, George now leads the sales and marketing departments where he continues to enjoy supporting clients in solving technical and business challenges.